13983378238
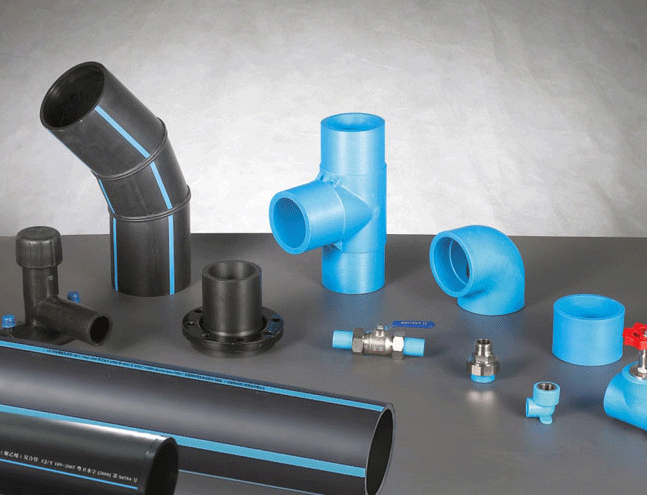
PE(聚乙烯)材料由于其強度高、耐腐蝕、無毒等特點,被廣泛應用于給水管制造領域。因為它不會生銹,所以,是替代普通鐵給水管的理想管材。PE給水管執行產品國家標準:GB/T 13663.1-2017、GB/T 13663.2-2018《給水用聚乙烯(PE)管道系統第2部分:管材》。
技術要求
1 顏色
市政飲用水管材的顏色為藍色或黑色,黑色管上應有共擠出藍色色條。色條沿管材縱向至少有三條。其他用途水管可以為藍色和黑色。暴露在陽光下的敷設管道(如地上管道)必須是黑色。
2外觀
管材的內外表面應清潔、光滑,不允許有氣泡、明顯的劃傷、凹陷、雜質、顏色不均等缺陷。管端頭應切割平整,并與管軸線垂直。
3管材尺寸
3.1管材長度
3.1.1直管長度一般為6m、9m、12m,也可由供需雙方商定。長度的極限偏差為長度的+0.4%,-0.2%。
3.1.2盤管盤架直徑應不小于管材外徑的18倍。盤管展開長度由供需雙方商定。
3.2平均外徑
管材的平均外徑,應符合表8規定。對于精公差的管材采用等級B,標準公差管材采用等級A。采用等級B或等級A由供需雙方商定。無明確要求時,應視為采用等級A。
表8 平均外徑

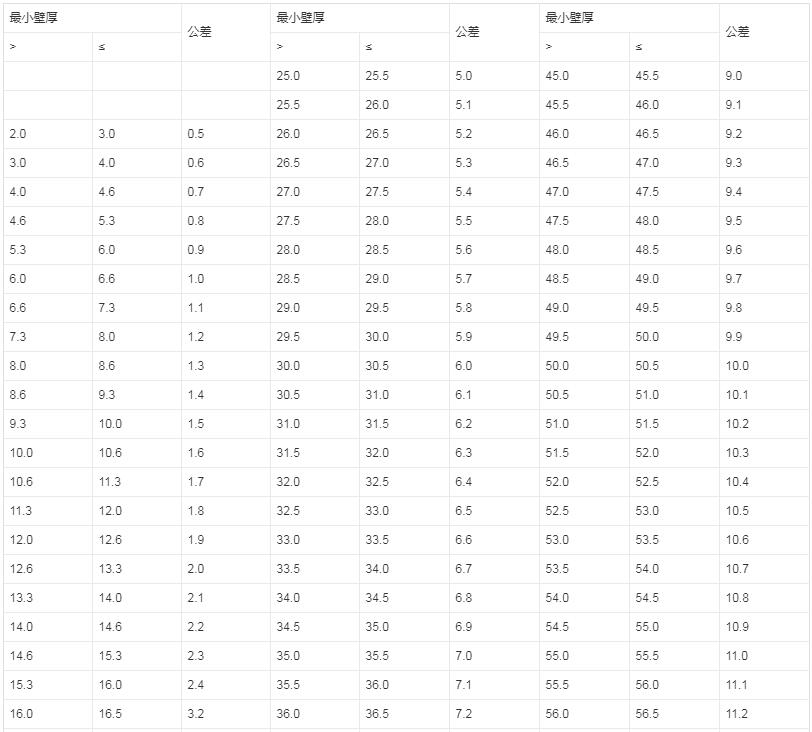
6.3.3 壁厚及偏差
管材的最小壁厚 ey,min等儀公稱壁厚en。管材任一點的壁厚公差應符合表 9 的規定。
表9 任一點的壁厚公差
6.4靜液壓強度
管材的靜液壓強度應符合表10要求。
表10 管材的靜液壓強度

80°C靜液壓強度(165h)試驗只考慮脆性破壞。如果在要求的時間(165h)內發生韌性破壞,則按表11選擇較低的破壞應力和相應的最小破壞時間重新試驗。
表11 80℃時靜液壓強度(165h)再實驗要求

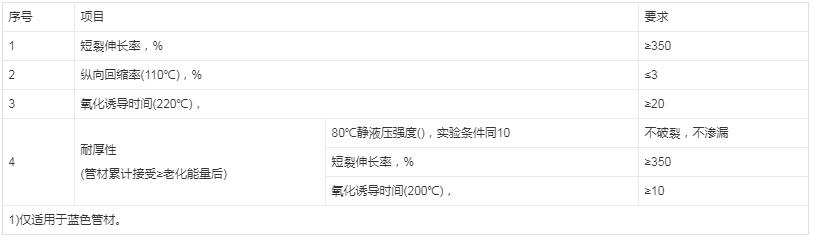
6.5物理性能
管材的物理性能能應符合表12要求。當在混配料中加入回用料擠管時,對管材測定的熔體流動速率(MFR)(5kg,190℃)與對混配料測定值之差,不應超過25%。
表12 管材物理性能要求
6衛生性能
用于飲用水輸配的管材衛生性能應符合GB/T 17219的規定。
管道連接
1.一般規定:
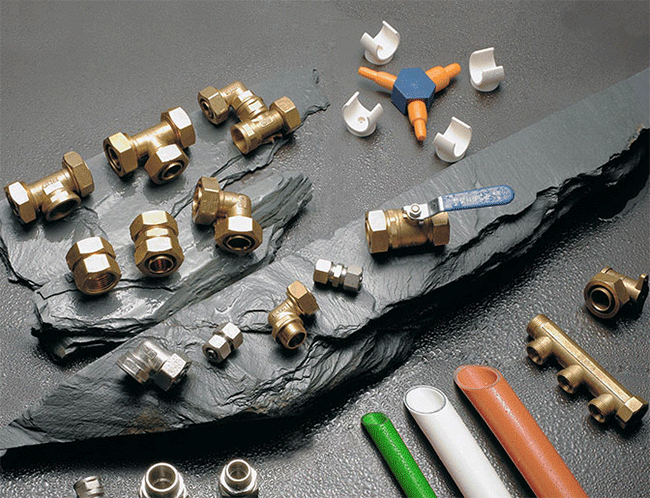
1.1.管材、管件以及管道附件的連接應采用熱熔連接(熱熔對接、熱熔承插連接、
熱熔鞍形連接)或電熔連接(電熔承插連接、電熔鞍形連接)及機械連接(鎖
緊型和非鎖緊型承插式連接、法蘭連接、鋼塑過度連接)。公稱外徑大于或等于63mm的管道不宜采用手工熱熔承插連接,壁厚<6mm的管材不宜使用熱熔對接的連接方法,聚乙烯管材、管件不得采用螺紋連接和粘接。
1.2.管道各種連接應采用相應的專用連接工具。連接時嚴禁明火加熱。
1.3.管道連接宜應采用同種牌號級別,壓力等級相同的管材、管件以及管道附件(不同牌號的管材以及管道附件之間的連接,應經過試驗,判定連接質量能得到保證后,方可連接)。
1.4.聚乙烯管材、管件與金屬管、管道附件的連接,當采用鋼制噴塑或球墨鑄鐵過度管件時,其過度管件的壓力等級不得低于管材公稱壓力。
1.5.在寒冷氣候(-5℃以下)或大風環境條件下進行熱熔或電熔連接操作時,應采取保護措施,或調整連接機具的工藝參數。
1.6.管道連接時,管材切割應采用專用割刀或切管工具,切割斷面應平整、光滑、無毛刺,且應垂直于管軸線。
1.7.管道連接后,應及時檢查接頭外觀質量,不合格者必須返工。
2.熱熔連接:
2.1.熱熔連接工具的溫度控制應精確,加熱面溫度分布應均勻,加熱面結構符合焊接工藝要求。熱熔連接前、后應使用潔凈棉布擦凈加熱面上的污物。
2.2.熱熔連接加熱時間、加熱溫度和施加的壓力以及保壓、冷卻時間,應符合熱熔連接工具生產企業和聚乙烯管材、管件以及管道附件生產企業的規定。在保壓、冷卻期間不得移動連接件或在連接件上施加任何外力。
2.3.熱熔對接連接還應符合下列規定:
2.3.1.兩待連接件的連接端應伸出焊機夾具一定自由長度,并校直兩對應的待連接件,使其在同一軸線上。錯邊不宜大于壁厚的10%。
2.3.2.管材、管件以及管道附件連接面上的污物應使用潔凈棉布擦凈,并銑削連接面,使其與軸線垂直。
2.3.3.待連接件的段面應使用熱熔對接連接工具加熱。
2.3.4.加熱完畢,待連接件應迅速脫離加熱工具,檢查待連接件的加熱面熔化的均勻性和是否有損傷。然后,用均勻外力使連接面完全接觸,并翻邊形成均勻一致的凸緣,凸緣的高度和寬度應符合有關規定。
2.3.5.不同SDR系列的管材、管件產品互焊時,宜通過機械加工使焊接處壁厚相同。
2.3.6.焊接時,每一個焊口應當有詳細的焊接原始記錄,焊接原始記錄至少應當包括環境溫度、焊工代碼、焊口編號、管道規格類型、焊接壓力、拖動壓力、增壓時間、加熱板溫度、切換時間、吸熱時間、冷卻時間等。
2.3.7.聚乙烯(PE)給水管道熱熔對接應采用同廠家、同材質、同牌號的管材與管材,管材與管件之間,管件與管件之間連接;不同SDR系列的聚乙烯管材不宜采用熱熔對接連接。
2.4.焊接質量檢測:
2.4.1.檢測的必要性;
2.4.2.檢測方法:焊接接頭質量檢驗分別為破壞性試驗和非破壞性試驗,在施工現場一般采用非破壞性試驗。非破壞性試驗主要手段是目測,也可以稱為外觀檢查,主要標準如下:
卷邊應均勻、圓滑、飽滿,兩邊卷邊尺寸相近;焊縫平滑對稱,卷邊的高度、翻邊的任一邊高度差不大于0.1<它的壁厚;切下的翻邊不存在未融合、缺口、孔洞等缺陷,切邊的管端錯邊不超過壁厚的10%。


 銷售熱線:13983378238
銷售熱線:13983378238  售后服務:023-62980869
售后服務:023-62980869







